Steckverbindungen sind in zahlreichen Geräten wesentliche funktionale Elemente. Für optimale Kontaktierungen ist die Formtreue der Stecker entscheidend. Insbesondere gilt dies für die korrekte Lage (Taumelkreis) und Höhe der Pins. Auch zur Vermeidung von Anlagenstillstand in der automatischen Fertigung ist die Passgenauigkeit wichtig. Daher ist die Inspektion von Steckverbindungen eine häufige Anwendung optischer Inspektionssysteme.
Typen von Steckverbindungen
Stecker sind kaum genormt, so dass man mit einer großen Vielfalt von Größen und Formen sowohl der Steckergehäuse als auch der Pins rechnen muss. Längen, Breiten und Tiefen variieren zwischen einigen Millimetern und einigen Zentimetern und auch die Anzahl der Pins kann von einigen wenigen bis über hundert reichen. Die folgende Abbildung zeigt einige Beispiele.
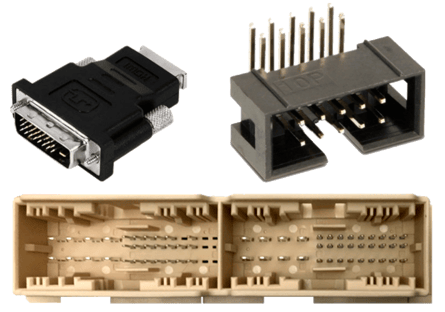
Abbildung 1: Einige typische Stecker
Ermittlung des Taumelkreises
Zwar ist die Vermessung der Pin-Höhen der wesentlichste Aspekt bei der Pin-Prüfung. Eine Rolle spielen aber auch die Pin-Positionen. Idealerweise werden diese mit demselben System gemessen wie die Pin-Höhen, doch bisweilen werden auch nur die Positionen benötigt. Im einfachsten Fall verwendet man dann eine hochauflösende Kamera mit telezentrischem Objektiv und einer Beleuchtung, mit der die Pin-Spitzen möglichst diffus sowie reflex- und schattenfrei ausgeleuchtet werden. Wie in Abbildung 2 dargestellt, werden die gefundenen Pin-Positionen mit dem bekannten Soll-Raster (rote Linien) verglichen. Ausreißer – hier ein rot markierter Pin – können so gefunden werden. Außerdem werden die Abstände des an die tatsächlichen Pin-Positionen angepassten Rasters zu den Begrenzungskanten des Steckergehäuses ermittelt und mit den Sollwerten verglichen (grüne Pfeile).
Als Ergebnis (siehe Abbildung 3) sind für jeden Pin die Positions-Koordinaten angegeben, woraus sich durch Vergleich mit den bekannten Sollpositionen der Radius des Taumelkreises ergibt.
In-situ bietet erprobte Systeme zur Bestimmung von Taumelkreisen mit Auflösungen bis 0,01 mm an. Dies kann auch gut mit Systemen zur Messung von Pin-Höhen kombiniert werden, beispielsweise mit preisgünstigen nach dem Prinzip „Shape-from-Fokus (SfF)“ arbeitenden Sensoren für Toleranzen bis 0,05 mm oder mit hochauflösenden telezentrischen 3D-Systemen.
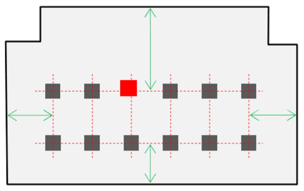
Abbildung 2: Zum Prinzip der Pin-Positions-Prüfung
Pin-Prüfung mit Shape-from-Focus
Bei der Methode Shape-from-Focus (SfF) wird eine Kamera mit telezentrischem Objektiv senkrecht über dem Stecker angeordnet und mit einer hochpräzisen Linearachse auf und ab bewegt, wobei einige hundert Bilder in unterschiedlichen Höhen aufgenommen werden. Man verwendet eine Optik mit möglichst geringer Tiefenschärfe, so dass in den Bildern abhängig von der Höhe über dem Stecker scharfe und unscharfe Bildbereiche entstehen. Mit Hilfe spezieller Filteralgorithmen werden die scharfen Bereiche in dem Bildstapel extrahiert und zu einem 3D-Bild sowie einem tiefenscharfen 2D-Bild zusammengesetzt.
Große Vorteile sind, dass zugleich die Taumelkreise mit hoher Genauigkeit ermittelt werden können und dass es wegen des senkrechten Blicks von oben keine Abschattungen, also uneinsehbare Bereiche gibt. Ein Nachteil ist, dass die Tiefenauflösung stark vom Blickfeld abhängt, so dass SfF vor allem für kleine Stecker und Tiefenauflösungen bis ca. 0.05 mm empfohlen werden kann. Die beiden folgenden Abbildungen zeigen Anwendungsfälle.
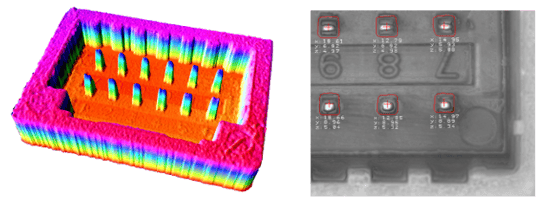
Abbildung 3:
Links: Mit einem SfF-Sensor aufgenommenes 3D-Bild eines 18x12 mm großen Steckers.
Rechts: tiefenscharfes, telezentrisches Bild eines Steckerausschnitts mit Pin-Positionen und Höhen.
Pin-Prüfung mit Laserscannern
Vielfach werden für die Pin-Prüfung auch Laserscanner eingesetzt. Der Scanner wird dabei über den Stecker bewegt, so dass man ein Höhenbild erhält. Allerdings treten nun je nach Tiefe des Steckers mehr oder weniger große abgeschattete Bereiche auf, da der Laser notwendigerweise in einem Winkel zur Kamera montiert ist. Kleine Abschattungen können durch Anpassung einer Ebene an den sichtbaren Teil des Steckerbodens toleriert werden, da aber die Pin-Höhen in der Regel vom Fußpunkt bis zu Pin-Spitze gemessen werden, ist eine möglichst vollständige Erfassung des Steckerbodens wichtig. Ein weiters Problem ist, dass die Abschattungen auch die Pins selbst betreffen und dass die metallischen Spitzen zu störenden Reflexen führen können.
Für Stecker mit einem zur Vermeidung von Abschattungen günstigen Verhältnis von Tiefe und Länge bzw. Breite sowie möglichst breiten Pins ohne scharfe Spitzen kommt man mit einem Standard-Laserscanner aus. Ansonsten muss man entweder aus zwei Richtungen scannen oder einen Dual-Laserscanner verwenden. Letzterer blickt mit der Kamera senkrecht nach unten und es ist je ein Laser von links und von rechts auf das Objekt gerichtet. Zusätzlich kann man noch eine telezentrische Optik verwenden. Abschattungen sind damit weitgehend eliminiert und auch die Reflex-Problematik ist entschärft. Der Aufwand wird damit allerdings beträchtlich.
Ein Nachteil ist, dass die Taumelkreisbestimmung erstens eine hohe Ortsauflösung längs der Laserlinie erfordert und eine langsame Bewegung des Scanners. Dies ist oft mit den geforderten Taktzeiten unvereinbar.
Die folgenden Bilder zeigen einige Beispiele
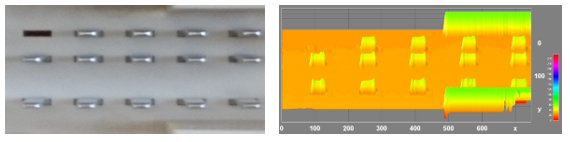
Abbildung 4: Ein gut für die Vermessung mit einem Standard-Laserscanner geeigneter Stecker. Oben ist ein 2D-Bild eines Steckerausschnitts dargestellt, darunter das zugehörige 3D-Bild.
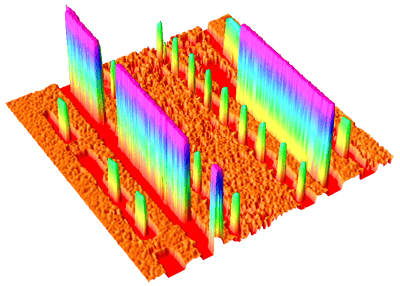
Abbildung 5: Ein optimales mittels Laserscanner aufgenommenes 3D-Bild.
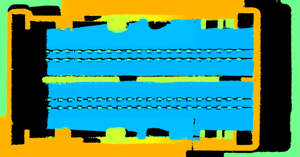
Abbildung 6: Mit einem Laserscanner aufgenommenes 3D-Bild eines Steckers mit kleinen, eng stehenden Pins. Der Stecker ist so tief, dass der Boden und sogar einige Pin-Spitzen abgeschattet sind. Außerdem sieht man neben den Pins ebenfalls Abschattungen und kleine Reflexe. Hier muss man aus zwei Richtungen scannen oder einen Dual-Scanner einsetzen.
Pin-Prüfung mit Streifenprojektions-Sensoren
Streifenprojektions-Sensoren sind ebenfalls gut geeignet für die Vermessung von Pins. Man muss jedoch hohe Anforderungen an die laterale und die Tiefenauflösung sowie an die Aufnahmegeschwindigkeit stellen. Für größere Stecker reicht auch das Gesichtsfeld von einigen Quadratzentimetern nicht aus, so dass man einen XY-Tisch zur Bewegung des Sensors in verschiedene Positionen benötigt. Falls der Tiefenmessbereich nicht genügt, ist außerdem eine dritte Achse für die Höhenverstellung erforderlich. Der Aufwand ist damit recht hoch. Zu bedenken ist ferner, dass auch Streifenprojektions-Sensoren letztlich wie Laserscanner nach dem Triangulationsprinzip arbeiten, so dass Abschattungsprobleme bestehen können. Die erreichbare Tiefenauflösung ist jedoch sehr gut und weit weniger durch Reflexe gestört als bei Laserscannern. Abbildung 7 gibt dafür ein Beispiel.
In-situ bietet ein hochauflösendes System mit einer telezentrischen, senkrecht nach unten blickenden Optik und vier um je 90° versetzen Streifenprojektoren an. Abschattungen und störende Reflexe sind dadurch so weit minimiert, dass sich der Sensor für nahezu jeden Steckertyp eignet. Stecker mit Längen und Breiten von bis zu 60 mm können ohne XY-Bewegung geprüft werden. Die Tiefenauflösung beträgt dabei ca. 0,01 mm und die laterale Auflösung ca. 0,02 mm. Bei Steckern mit Pin-Höhen bis 12 mm ist nur die Aufnahme einer Bildsequenz erforderlich, was lediglich eine Sekunde dauert. Auch die Taumelkreise können dabei gleichzeig bestimmt werden. Bei größeren Pin-Höhen ist zusätzlich eine präzise vertikale Linearachse erforderlich.
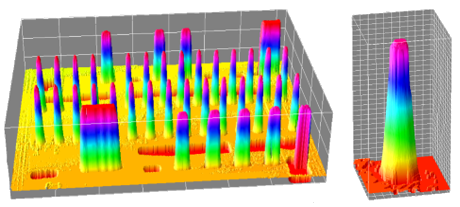
Abbildung 7: Mit einem hochwertigen streifenprojektions-Sensor aufgenommenes 3D-Bild eines Steckers. Rechts daneben ein Bildausschnitt mit einem Pin.