Die Prüfung der Braille-Punkte auf der bedruckten Oberfläche von Faltschachteln stellt eine Herausforderung für optische Systeme dar. Im folgenden werden einige Messmethoden vorgestellt und auf deren Eignung für die Braille-Inspektion eingegangen.
Geeignete 3D-Messmethoden für die Braille-Inspektion
Mechanische Taster
Die einfachste und in der Norm [4] als Grundlage genannte Möglichkeit zur Vermessung der Höhen der Braille-Punkte sind mechanische Taster, die per Hand auf den zu vermessenden Bogen aufgesetzt werden. Üblicherweise wird die gemessene Höhe digital mit 0,01 mm Auflösung angegeben. Die Wiederholbarkeit ist innerhalb dieser Grenzen gut. Die Methode ist für Stichproben geeignet oder für Referenzmessungen zum Vergleich mit anderen Verfahren. Darauf wird auch in der Norm Bezug genommen. Vorteilhaft ist, dass die Messung völlig unabhängig vom Aufdruck ist. Allerdings muss man mit einem leichten, zumeist reversiblen Eindrücken der Braille-Punkte rechnen, so dass die Messwerte durch diesen systematischen Fehler eher zu niedrig ausfallen können. Außerdem sind bei dieser manuellen Methode die Messzeiten sehr lang und es können nur die Höhen der Braille-Punkte bestimmt werden, nicht aber ihre korrekte Lage. Eine Automatisierung des mechanischen Tastens gelingt allenfalls mit kostspieligen und für die Praxis zu langsamen Koordinatenmessmaschinen.
Laserscanner
Es liegt nahe, für die 3D-Erfassung von Braille-Punkten Laserscanner (Profilscanner) zu verwenden, die eine Laserlinie auf das zu erfassende Objekt projizieren. Das diffus reflektierte Bild der Laserlinie wird mit einer Kamera aufgenommen, die Form des Objekts kann dann durch Triangulation längs der Laserlinie berechnet werden. Durch die mit der Bildaufnahme synchronisierte, lineare Bewegung des Sensors oder des Objekts ergibt sich ein 3D-Bild der Objektoberfläche. Nachteilig sind der verhältnismäßig hohe Hardware-Aufwand sowie die Empfindlichkeit gegen Kontrastgrenzen des Aufdrucks und Spiegelungen.
Shape-from-Shading
Bei der als Shape-from-Shading (SfS) bekannten Methode [1] wird die Probe mit einer senkrecht darüber angeordneten Kamera vollständig erfasst, während nacheinander in vier Aufnahmen die Oberfläche seitlich mit vier telezentrischen Leuchten mit parallelem, monochromatischem Licht einer definierten Wellenlänge bestrahlt wird. Aus den in der Kamera registrierten Bildhelligkeiten wird ein Höhenbild errechnet. Siehe dazu Abbildung 1.
Streifenprojektionssysteme
Grundsätzlich sind auch die in der 3D-Messtechnik weit verbreiteten Streifenprojektions-Sensoren eine Option. Diese erreichen zwar eine sehr gute Auflösung, sind dann aber im Gesichtsfeld beschränkt und langsam, so dass sie vor allem für Referenzmessungen geeignet sind.
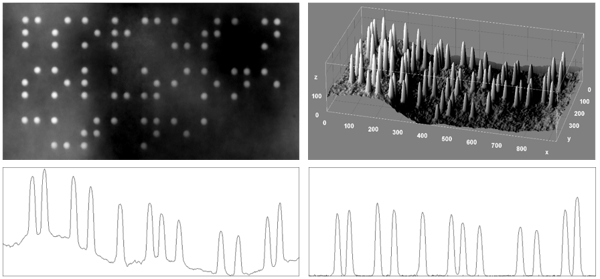
Abbildung 1:
Oben links: Mittels SfS aufgenommenes grauwertcodiertes Höhenbild einer Faltschachtel. Der Bildausschnitt beträgt ca. 70×45 mm² und die laterale Auflösung ca. 70 µm. Die Höhendaten wurden in Grauwerte umgerechnet.
Oben rechts: Zu dem Höhenbild gehörige Reliefdarstellung gezeigt. Man erkennt einen deutlich inhomogenen Untergrund und offenbar sind einige der 72 Braille-Punkte schwach ausgeprägt.
Unten links: Höhenprofil durch die oberste Zeile der Braille-Punkte des grauwertcodierten Höhenbildes. Man erkennt einen langwelligen Untergrund aufgrund von Wölbungen des Kartons sowie überlagertes Rauschen.
Unten rechts: Profil nach Elimination des Untergrunds durch Filterverfahren und Mustererkennung. Die Höhen der Braille-Punkte sind nun leicht zu ermitteln.
Möglichkeiten und systematische Grenzen
Um zu der Einschätzung zu kommen, ob die Braille-Prüfung mit Laserscannern und SfS-Sensoren normgerecht möglich ist, ist das Einbeziehen möglicher Fehlerquellen und der Analysemethoden erforderlich.
Generell muss zunächst bei Laser- und SfS-Systemen der Untergrund ermittelt und subtrahiert werden. Anschließend kann man im Prinzip die Höhen der Braille-Punkte aus der Differenz zwischen den höchsten Punkten der Peaks und der Umgebung berechnen. Dabei kommen Filterverfahren, Mustererkennungs-Funktionen und statistische Methoden zum Einsatz. Diese Vorverarbeitungsschritte können systematische Auswirkungen auf die Messergebnisse haben. Daher ist eine Kalibrierung mit einem geeichten Referenzobjekt unerlässlich. Geeignet sind durch zertifizierte Labore auf mindestens 2 µm genau vermessene ebene, formstabile Objekte mit geringer Rautiefe und matten, einfarbigen Oberflächen mit Punkte in Höhen zwischen 50 und 250 µm.
Eine unvermeidbare Ungenauigkeit wird durch die typisch etliche Mikrometer betragende Oberflächenrauigkeit des Kartons verursacht, die trotz Elimination des Untergrundes dem Bild überlagert ist.
Eine weitere Messunsicherheit ist darin begründet, dass Arzneimittelpackungen oft mit schwarzen Buchstaben auf hellem Grund bedruckt sind, was zu extremen Kontrastunterschieden führen kann, wenn sich ein Buchstabe genau auf einem Braille-Punkt befindet. Bei den meisten 3D-Sensoren, selbst bei hochwertigsten Laserscannern und etwas weniger ausgeprägt auch bei SfS-Sensoren, können solche Kontrastgrenzen zu Artefakten führen und die Ergebnisse verfälschen.
Ähnlich störend wie Kontrastgrenzen wirken sich auch Farbgrenzen aus, etwa der Übergang von Rot nach Blau, aber auch spiegelnde und dunkle, stark absorbierende Bereiche.
Ein extremes Beispiel gibt Abbildung 2 wieder. Das Bild wurde unter Verwendung eines Präzisions-Laserscanners mit einer lateralen Auflösung von 10 µm und einer Höhenauflösung von 3 µm aufgenommen. Die Ausdehnung der Störungen ist dann viel kleiner als der Gipfelbereich der Braille-Punkte, so dass die Artefakte als solche identifizierbar sind. Die Höhen der Braille-Punkte können also um den Preis hoher Hardware-Kosten und langer Messzeiten genauer ermittelt werden. Berechnet man im Beispiel der Abbildung 2 die Höhe durch Mittelung über den Gipfelbereich, so erhält man 160 µm, eine eingehendere Analyse des Gipfelbereichs ergibt den realistischen Wert 178 µm. Als Konsequenz werden zur Reduktion der durch Oberflächenrauigkeit und Artefakte zu erwartenden hochfrequenten Störungen Filterverfahren eingesetzt.
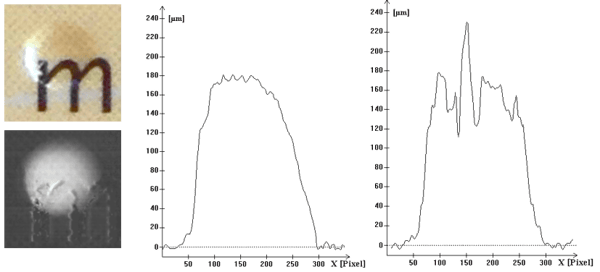
Abbildung 2:
Links: Mit einem sehr hochauflösenden Präzisions-Laserscanner aufgenommenes grauwertcodiertes Höhenbild eines Braille-Punkts, die durch ein im unteren Bereich teilweise darüber gedrucktes schwarzes m gestört ist.
Mitte: Höhenprofil durch einen ungestörten Bereich in der Mitte des Braille-Punkts. Der Ausschlag der deutlich erkennbaren, regelmäßigen Zacken beträgt etwa 5 µm. Es handelt sich hierbei vermutlich um bei der Kartonherstellung oder beim Aufdruck entstandene Strukturen.
Rechts: Höhenprofil durch den stark gestörten Bereich in der Mitte des Braille-Punkts. Die Ausschläge betragen hier ±55 µm.
Um die typischen Unterschiede, Möglichkeiten und Grenzen der diversen Verfahren herauszuarbeiten, wurden an zahlreichen Faltschachteln mit unterschiedlichen Systemen Höhenmessungen vorgenommen. Zum Einsatz kamen ein handgeführter mechanischer Taster mit digitaler Anzeige, ein Präzisions-Laserscanner, das mit Shape-from-Shading arbeitende Prüfsystem DotScan [2] sowie ein hochwertiger industrieller Laserscanner [3]. Abbildung 3 zeigt die Messwerte.
Wie erwartet ist die Streuung der mit dem Präzisions-Laserscanner gemessenen Höhen am geringsten. Überraschend ist auch nicht, dass die mechanisch ermittelten Höhen systematisch um ca. 15 µm niedriger liegen. Dieser Effekt des (reversiblen) Niederdrückens der Braille-Punkte mag je nach Elastizität des Kartons unterschiedlich sein. Wird der Karton während des Scans gegen eine Glascheibe gedrückt, kann man ebenfalls erwarten, dass zumindest die höheren Braille-Punkte etwas eingedrückt werden.
Die mit DotScan gewonnenen Messwerte korrelieren mit einem Bestimmtheitsmaß von R2=0,938 sehr gut mit den Laser-Messwerten. Die Standardabweichung beträgt σ=9,5 µm.
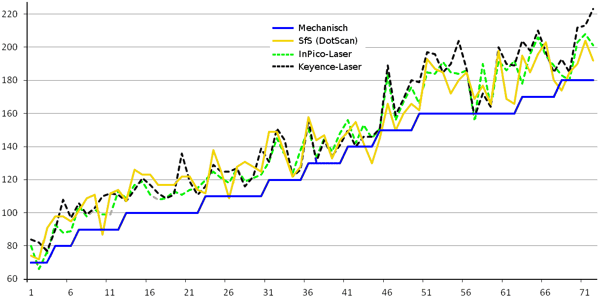 Abbildung 5:
Abbildung 5:
Vergleich der vier Messverfahren. Die Messwerte sind bzgl. der mit dem mechanischen Taster erzielten Ergebnisse der Größe nach geordnet. Die mechanischen Messungen liegen systematisch um ca. 18 µm niedriger als die optischen Varianten. Der Präzisions-Laserscanner zeigt die geringste Streuung. Die mit DotScan gewonnenen Messwerte korrelieren sehr gut mit den Ergebnissen der Laserscanner.
Es mittlerweile gesichert, dass man mit optischen Methoden die Qualität der mechanischen Höhenmessung gut erreichen und bei erhöhtem Hardware-Aufwand auch übertreffen kann, zumal die „wahren“ Höhen der Braille-Punkte ohnehin wegen der Problematik der Untergrund- und Höhendefinition mit einer systematischen Unsicherheit von mindestens 10 µm behaftet sind.
Die sehr schnellen und preisgünstigen mit SfS-Sensoren arbeitenden Systeme sowie Laserscanner liefern ähnliche Ergebnisse und sind daher im Sinne der Norm als äquivalente Methoden zu mechanischen Tastern zu werten. Ein Vorteil ist auch, dass nicht immer drei Braille-Punkte zusammengefasst werden (wovon in der Norm ausgegangen wird), sondern dass jeder einzelne Braille-Punkt vermessen wird.
| [1] | S. Söll, B. Roither, H. Moritz und H. Ernst: Three-dimensional Surface Test with "Shape-from-Shading". Photonik International, 20-22 (6/2007) |
| [2] | http://www.dotscan.de |
| [3] | http://www.keyence.de/products/measure/laser-1d/index.jsp |
